Saturday, July 31, 2010
Engineering concept of the social elements: Spark Plug
Engineering concept of the social elements: Spark Plug: "Spark Plug Background: The purpose of a spark plug is to provide a place for an electric spark that is hot enough to ignite the..."
Tuesday, July 27, 2010
Spark Plug

Spark Plug
Background:
The purpose of a spark plug is to provide a place for an electric spark that is hot enough to ignite the air/fuel mixture inside the combustion chamber of an internal combustion engine. This is done by a high voltage current arcing across a gap on the spark plug
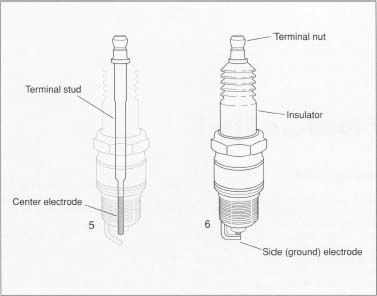
A spark plug is made of a center electrode, an insulator, a metal casing or shell, and a side electrode (also called a ground electrode). The center electrode is a thick metal wire that lies lengthwise within the plug and conducts electricity from the ignition cable hooked to one end of the plug to the electrode gap at the other end. The insulator is a ceramic casing that surrounds much of the center electrode; both the upper and lower portions of the center electrode remain exposed. The metal casing or shell is a hexagon-shaped shell with threads, which allow the spark plug to be installed into a tapped socket in the engine cylinder head. The side electrode is a short, thick wire made of nickel alloy that is connected to the metal shell and extends toward the center electrode. The tips of the side and center electrodes are about 0.020 - 0.080 inch apart from each other (depending on the type of engine), creating the gap for the spark to jump across.
The several hundred types of spark plugs available cover a variety of internal-combustion engine-driven transportation, work, and pleasure vehicles. Spark plugs are used in automobiles, trucks, buses, tractors, boats (inboard and outboard), aircraft, motorcycles, scooters, industrial and oil field engines, oil burners, power mowers and chain saws. Turbine igniters, a type of spark plug, help power the jet engines in most large commercial aircraft today while glow-plugs are used in diesel engine applications.
The heat range or rating of a spark plug refers to its thermal characteristics. It is the measure of how long it takes heat to be removed from the tip of the plug, the firing end, and transferred to the engine cylinder head. At the time of the spark, if the plug tip temperature is too cold, carbon, oil, and combustion products can cause the plug to "foul out" or fail. If the plug tip temperature is too hot, preignition occurs, the center electrode burns, and the piston may be damaged. Heat range is changed by altering the length of the insulator nose, depending on the type of engine, the load on the engine, the type of fuel, and other factors. For a "hot" plug, an insulator with a long conical nose is used; for a "cold" plug, a short-nosed insulator is used.
Spark plugs are under constant chemical, thermal, physical, and electrical attack by corrosive gases at 4,500 degrees Fahrenheit, crushing pressures of 2,000 pounds per square inch (PSI), and electrical discharges of up to 18,000 volts. This unrelenting assault under the hood of a typical automobile occurs dozens of times per second and over a million times in a day's worth of driving.
History
The spark plug evolved with the internal combustion engine, but the earliest demonstration of the use of an electric spark to ignite a fuel-air mixture was in 1777. In that year, Alessandro Volta loaded a toy pistol with a mixture of marsh gas and air, corked the muzzle, and ignited the charge with a spark from a Ley den jar.
In 1860, French engineer Jean Lenoir created what most closely resembles the spark plug
To make spark plugs, manufacturers first extrude or cold-form steel to the proper hollow shape (1). At this point, the steel forms ore called "blanks." Next, these blanks undergo further forming operations such as machining and knurling (2), and then the side electrode—with only a partial bend—is attached (3). The ceramic insulator, with a hollow bore through its center, is molded under pressure (4).
of today. He combined an insulator, electrodes, and spark gap in a single unit. As part of his patent application for the internal combustion engine that year, he devoted one sentence to describing the spark plug. He refined this spark plug in 1885.
In the early 1900s, Robert and Frank Stranahan, brothers and partners in an automobile parts importing business, set out to produce a more efficient and durable spark plug. They added gaskets between the metal shell and porcelain insulator, made manufacturing easier, and reduced the possibility of gas leakage past the gaskets. In 1909, Robert Stranahan sold the plug to one automobile manufacturer and went into the spark plug manufacturing business, cornering the market at that time.
The industry exploded as the age of the automobile opened. Eventually, variations in ignition systems, fuel, and performance requirements placed new demands on spark plugs. Although the basic design and function of the plug has changed little since its inception, a staggering variety and number of electrode and insulator materials have been tried.
Raw Materials
The electrodes in a spark plug typically consist of high-nickel alloys, while the insulator is generally made of aluminum oxide ceramic and the shell is made of steel wire.
Selection of materials for both the electrodes and the insulator have consumed much research and development time and cost. One major spark plug manufacturer claims to have tested 2,000 electrode materials and over 25,000 insulator combinations. As electrodes erode, the gap between them widens, and it takes more voltage than the ignition system can provide to fire them. High-nickel alloys have been improved and thicker electrodes have been used to reduce engine performance loss. In addition, precious and exotic metals are increasingly being used by manufacturers. Many modern plugs feature silver, gold, and platinum in the electrodes, not to mention center electrodes with copper cores. Silver has superior thermal conductivity over other electrode metals, while platinum has excellent corrosion resistance.
Insulator material also can have a dramatic effect on spark plug performance. Research continues to find a material that better reduces flashover, or electrical leakage, from the plug's terminal to the shell. The breakthrough use of Sillimanite, a material that is found in a natural state and also produced artificially, has been succeeded by the use of more heat-resistant aluminum oxide ceramics, the composition of which are manufacturers' secrets.
One major manufacturer's process for making the insulator involves wet grinding batches of ceramic pellets in ball mills, under carefully controlled conditions. Definite size and shape of the pellets produce the free-flowing substance needed to make a quality insulator. The pellets are obtained through a rigid spray-drying operation that removes the water from the ceramic mixture, until it is ready for pouring into molds.
The Manufacturing
Process
Each major element of the spark plug—the center electrode, the side electrode, the insulator, and the shell—is manufactured in a continuous in-line assembly process. Then, the side electrode is attached to the shell and the center electrode is fitted inside the insulator. Finally, the major parts are assembled into a single unit.
Shell
•1 The one-piece spark plug shells can be made in several ways. When solid steel wire is used, the steel can be cold-formed, whereby coils of steel are formed and molded at relatively low temperatures. Or, the steel can be extruded, a process in which the metal is heated and then pushed through a shaped orifice (called a die) to produce the proper hollow shape. Shells can also be made from bars of steel that are fed into automatic screw machines. These machines completely form the shell, drill the hole through it, and ream it—a process that improves the finish of the drilled hole and makes the size of the hole more exact.
•2 The formed or extruded shells—called blanks until they're molded into their final shapes—require secondary operations to be performed on them, such as machining and knurling. Knurling a shell blank involves passing it through hard, patterned rollers, which form a series of ridges on the outside of the blank. Similarly, machining-—in which machine tools cut into the exterior of the shell blank—generates shapes and contours on the outside of the shell. The shells are now in their final shape and are complete except for threads and side electrodes.
Side electrode
•3 The side electrode is made of a nickel alloy wire, which is fed from rolls into an electric welder, straightened, and welded to the shell. It is then cut to the proper length. Finally, the side electrode is given a partial bend; it is given its final bend after the rest of the plug assembly is in place.
•4 The threads are then rolled on the shells. Now complete, the shells are usually given a permanent and protective silvery finish by an electrolytic process. In this process, the shell is placed in a solution of acids, salts, or alkalis, and an electrical current is passed through the solution. The result is a thin metal coating applied evenly over the shell.
Insulator
•5 Insulators are supplied from stock storage. Ceramic material for the insulator in liquid form is first poured into rubber molds. Special presses automatically apply hydraulic pressure to produce unfired insulator blanks. The dimensions of the bore—the hollow part of the insulator—into which the center electrodes will be pressed are rigidly controlled.
•6 Special contour grinding machines give the pressed insulator blanks their final exterior shape before the insulators are fired in a tunnel kiln to temperatures in excess of 2,700 degrees Fahrenheit. The computer-controlled process produces insulators that are uniformly strong, dense, and resistive to moisture. The insulators may be fired again after identifying marks and a glaze are applied.
Center electrode
•7 The nickel alloy center electrode is first electrically welded to the basic steel terminal stud, a narrow metal wire that runs from the middle of the plug to the lower end (the opposite end from the electrode gap). The terminal stud is attached to a nut, which in turn is attached to the ignition cable that supplies the electric current to the plug.
•8 The center electrode/terminal stud assembly is sealed into the insulator and tamped under extreme pressure. Insulator assemblies are then sealed in the metal shell under 6,000 pounds pressure. After reaming to correct depth and angle, the rim or edge of the shell—called the flange —is bent or crimped to complete a gas-tight seal. Spark plug gaskets from stock are crimped over the plug body so that they won't fall off.
•9 To form the proper gap between the two electrodes, the center electrode of the now completely assembled spark plug is machine-trimmed to specifications, and the ground electrode is given a final bend.
The terminal stud and center electrode are electrically welded together and then inserted through the bore inside the insulator (5). This assembly is then sealed under extreme pressure. Finally, the center electrode is machined to its exact shape, and the side electrode is given its final bend (6).
Packaging
•10 After a final inspection, the spark plugs are placed in open cartons that have been automatically formed. The plugs are generally wrapped in plastic film, placed first in a carton, and then prepared for shipping in quantity to users.
Quality Control
Inspections and measurements are performed throughout the manufacturing and assembly operations. Both incoming parts and tooling are inspected for accuracy. New gauges are set up for use in production while other gauges are changed and calibrated.
Detailed inspections of shells from each machine are constantly made for visible flaws. The ceramic insulator contour can be checked by projecting its silhouette onto a screen at a magnification of 20 times actual size and matching the silhouette to tolerance lines. In addition, regular statistical inspections can be made on insulators coming off the production line.
During spark plug assembly, a random sampling are pressure tested to check that the center electrode is properly sealed inside the insulator. Visual inspections assure that assembly is in accordance with design specifications.
Where To Learn More
Books
Heywood, John. Internal Combustion Engine Fundamentals. McGraw-Hill, 1988.
Schwaller, Anthony. Motor Automotive Mechanics. Delmar Publishers, 1988.
Periodicals
Davis, Marlan. "Fire in the Hole: Spark-plug Design Heats up with New High-tech Materials and Design Concepts." Hot Rod. February, 1990.
"Spark Plug 'Sees' Inside Engines." Design News. October 17, 1989.
"Hot Spark Basics." Popular Mechanics. May, 1989.
— Peter Toeg
Pressure Gauge


Pressure Gauge
Background:
Many of the processes in the modern world involve the measurement and control of pressurized liquid and gas systems. This monitoring reflects certain performance criteria that must be controlled to produce the desirable results of the process and insure its safe operation. Boilers, refineries, water systems, and compressed gas systems are but a few of the many applications for pressure gauges.
The mechanical pressure indicating instrument, or gauge, consists of an elastic pressure element; a threaded connection means called the "socket"; a sector and pinion gear mechanism called the "movement"; and the protective case, dial, and viewing lens assembly. The elastic pressure element is the member that actually displaces or moves due to the influence of pressure. When properly designed, this pressure element is both highly accurate and repeatable. The pressure element is connected to the geared "movement" mechanism, which in turn rotates a pointer throughout a graduated dial. It is the pointer's position relative to the graduations that the viewer uses to determine the pressure indication.
The most common pressure gauge design was invented by French industrialist Eugene Bourdon in 1849. It utilizes a curved tube design as the pressure sensing element. A less common pressure element design is the diaphragm or disk type, which is especially sensitive at lower pressures. This article will focus on the Bourdon tube pressure gauge.
Design
In a Bourdon tube gauge, a "C" shaped, hollow spring tube is closed and sealed at one end. The opposite end is securely sealed and bonded to the socket, the threaded connection means. When the pressure medium (such as air, oil, or water) enters the tube through the socket, the pressure differential from the inside to the outside causes the tube to move. One can relate this movement to the uncoiling of a hose when pressurized with water, or the party whistle that uncoils when air is blown into it. The direction of this movement is determined by the curvature of the tubing, with the inside radius being slightly shorter than the outside radius. A specific amount of pressure causes the "C" shape to open up, or stretch, a specific distance. When the pressure is removed, the spring nature of the tube material returns the tube to its original shape and the tip to its original position relative to the socket.
Raw Materials
Pressure gauge tubes are made of many materials, but the common design factor for these materials is the suitability for spring tempering. This tempering is a form of heat treating. It causes the metal to closely retain its original shape while allowing flexing or "elasticity" under load. Nearly all metals have some degree of elasticity, but spring tempering reinforces those desirable characteristics. Beryllium copper, phosphor bronze, and various alloys of steel and stainless steel all make excellent Bourdon tubes. The type of material chosen depends upon its corrosion properties with regards to the process media (water, air, oil, etc). Steel has a limited service life due to corrosion but is adequate for oil; stainless steel alloys add cost if specific corrosion resistance is not required; and beryllium copper is usually reserved for high pressure applications. Most gauges intended
A crucial step in the manufacture of a pressure gauge is making the C-shaped bourdon tube. In this step, a metal tube is pulled through grooved rollers on an automatic rolling machine. One roller grasps the tubing end and forms the inside radius, while the other provides outside pressure to maintain uniform contact with the tubing. The same roller that grabs and bends the tubing also contains a saw blode. As the roller continues turning after creating the bend, the saw blade on it cuts the tubing to the proper length.
for general use of air, light oil, or water utilize phosphor bronze. The pressure range of the tubes is determined by the tubing wall thickness and the radius of the curvature. Instrument designers must use precise design and material selection, because exceeding the elastic limit will destroy the tube and accuracy will be lost.
The socket is usually made of brass, steel, or stainless steel. Lightweight gauges sometimes use aluminum, but this material has limited pressure service and is difficult to join to the Bourdon tube by soldering or brazing. Extrusions and rolled bar stock shapes are most commonly used.
The movement mechanism is made of glass filled polycarbonate, brass, nickel silver, or stainless steel. Whichever material is used, it must be stable and allow for a friction-free assembly. Brass and combinations of brass and polycarbonate are most popular.
To protect the Bourdon tube and movement, the assembly is enclosed within a case and viewing lens. A dial and pointer, which are used to provide the viewer with the pressure indication, are made from nearly all basic metals, glass, and plastics. Aluminum, brass, and steel as well as polycarbonate and polypropylene make excellent gauge cases and dials. Most lenses are made of polycarbonate or acrylic, which are in favor over glass for obvious safety reasons. For severe service applications, the case is sealed and filled with glycerine or silicone fluid. This fluid cushions the tube and movement against damage from impact and vibration.
After the Bourdon tube is made, its closed end is attached to the socket by soldering, brazing, or welding. The free end of the Bourdon tube is precisely located during this assembly operation, and then sealed, usually by the some means used to join the tube to the socket.
Once the Bourdon tube and socket assembly is secure, the tip of the unsupported end of the 'C ' is attached to an endpiece. This endpiece contains a small hole that connects the tip to the geared movement mechanism. The other components—the movement, pointer, and dial—are then assembled onto the socket as a group.
The Manufacturing
Process
Making the Bourdon tube
•1 The Bourdon tube is the most important part of the instrument. The tube may be made from solid bar stock by drilling the length to the desired inside diameter and turning the outside diameter on a lathe to achieve the appropriate wall thickness. However, most general purpose gauges utilize preformed tubing purchased from a metals supplier. The gauge builder specifies the desired wall thickness, material, configuration, and diameter. The supplier provides the material in 10- to 12-foot (3- to 3.65-meter) lengths, ready for production.
•2 Most manufacturers have closely guarded proprietary rolling methods for rolling the tubing into the "C" shape. The "C" shape of the tube is generally formed in an automatic rolling machine. This machine contains two precision, powered rollers, through which the tubing passes. One roller grasps the tubing end and forms the inside radius, while the other provides outside pressure to maintain uniform contact with the tubing. Each roller contains a groove that fits around the outside of the tubing; these grooves allow the tubing to maintain its circular shape rather than being flattened. In the rolling process, a steel mandrel—a bar that guides the tubing into the rollers and helps it keep its shape—is first inserted though the free end of the tubing and positioned just before the rollers. This lubricated mandrel is of the desired interior shape of the oval. The tubing then passes over the mandrel and between the rollers. One roller contains a clip that grabs the tubing; as the roller turns, it pulls the tubing and bends it into the "C" shape.
•3 The same roller that grabs and bends the tubing also contains a saw blade. As the roller continues turning after creating the bend, the saw blade on it cuts the tubing to the proper length. The tubing is then heat treated in ovens.
Other components
•4 The socket is basically a block of metal that serves as a connector to the source of the pressure medium; a mount for the case, dial, and movement; and as an attachment slot for the Bourdon tube. One end of the socket is threaded, which allows it to be screwed into the pressure-providing apparatus. The socket may be cast, forged, extruded, or machined from bar stock. Most sockets are made on automated machining centers that turn, drill, mill, and thread all in one cycle. General machining practices apply to most socket manufacture.
•5 Movements are geared mechanisms that contain a pinion (a rotating shaft), sector, support plates, hairspring, and spacer columns. The mechanism converts the somewhat linear displacement of the Bourdon tip into rotary movement, as well as providing a means for calibration adjustment. The pointer is fastened to the rotating shaft, or pinion, and sweeps across the graduated dial indicating the pressure amount. Most movements are supplied to the gauge builder ready to use. Many types of manufacturing processes are used to produce the movement components, and the workmanship of the mechanism closely resembles a clockwork when completed.
•6 The case, dial, and pointer may be sheet metal stampings, plastic moldings, or castings. Stampings and moldings require little further processing, but castings will require some machining—trimming off excess material, for instance—to meet the final requirements. These components are painted as required, and the dials are printed with the appropriate artwork. Common printing practice, utilizing both offset and direct methods, is used. The lens most commonly is a plastic part made by injection molding, whereby the plastic is heated into a molten state and then poured into a mold of the desired shape. The attachment feature that secures and seals the lens to the case is designed into the mold. Glass lenses are still used, but must be retained by a ring of some type. Glass has fallen out of favor because of the safety problems of breakage.
Final assembly
•7 After the Bourdon tube is made, its closed end is attached to the socket by soldering, brazing, or welding. The free end of the Bourdon tube is precisely located during this assembly operation, and then sealed, usually by the same means used to join the tube to the socket. Once the Bourdon tube and socket assembly is secure, the tip of the unsupported end of the "C" is attached to an endpiece. This endpiece contains a small hole that connects the tip to the geared movement mechanism. The Bourdon tip doesn't move a great distance within its pressure range, typically .125 to .25 inch (.31 to .63 centimeter). Understandably, the greater the pressure, the farther the tip moves. The other components—the movement, pointer, and dial—are then assembled onto the socket as a group.
Calibration
Calibration occurs just before the final assembly of the gauge to the protective case and lens. The assembly consisting of the socket, tube, and movement is connected to a pressure source with a known "master" gauge. A "master" gauge is simply a high accuracy gauge of known calibration. Adjustments are made in the assembly until the new gauge reflects the same pressure readings as the master. Accuracy requirements of 2 percent difference are common, but some may be 1 percent, .5 percent, or even .25 percent. Selection of the accuracy range is solely dependant upon how important the information desired is in relationship to the control and safety of the process. Most manufacturers use a graduated dial featuring a 270 degree sweep from zero to full range. These dials can be from less than I inch (2.5 centimeters) to 3 feet (.9 meter) in diameter, with the largest typically used for extreme accuracy. By increasing the dial diameter, the circumference around the graduation line is made longer, allowing for many finely divided markings. These large gauges are usually very fragile and used for master purposes only. Masters themselves are inspected for accuracy periodically using dead weight testers, a very accurate hydraulic apparatus that is traceable to the National Bureau of Standards in the United States.
It is interesting to note that when the gauge manufacturing business was in its infancy, the theoretical design of the pressure element was still developing. The Bourdon tube was made with very general design parameters, because each tube was pressure tested to determine what range of service it was suitable for. One did not know exactly what pressure range was going to result from the rolling and heat treating process, so these instruments were sorted at calibration for specific application. Today, with the development of computer modeling and many decades of experience, modern Bourdon tubes are precisely rolled to specific dimensions that require little, if any, calibration. Modern calibration can be performed by computers using electronically controlled mechanical adjusters to adjust the components. This unfortunately eliminates the image of the master craftsman sitting at the calibration bench, finely tuning a delicate, watch-like movement to extreme precision. Some instrument repair shops still perform this unique work, and these beautiful pressure gauges stand as equals to the clocks and timepieces created by master craftsmen years ago.
Applications and Future
Once the calibrated gauge is assembled and packaged, it is distributed to equipment manufacturers, service companies, and testing laboratories for use in many different applications. These varied applications account for the wide range in design of the case and lens enclosure. The socket may enter the case from the back, top, bottom or side. Some dials are illuminated by the luminescent inks used to print the graduations or by tiny lamps connected to an outside electrical source. Gauges intended for high pressure service usually are of "dead front" safety design, a case design feature that places a substantial thickness of case material between the Bourdon tube and the dial. This barrier protects the instrument viewer from gauge fragments should the Bourdon tube rupture due to excess pressure. The internal case design directs these high velocity pieces out the back of the gauge, away from the viewer. Many applications involve mounting the gauge directly to the running machinery, resulting in the need for liquid filling. Unfilled gauges quickly succumb to the destructive effects of vibration. Special mounting flanges are secured to the cases to allow for panel and surface mounting independent of the pressure plumbing. Case and lens materials are chosen to cope with a variety of abusive or contaminated environments, and are sealed by various means to keep moisture and contaminants out of the movement mechanism.
The use of pressure gauges in the future appears to be dependant on the quickly growing electronic sensor industry. These sensors are electronic components that provide an electrical signal and have essentially no moving parts. Many gauges today already have these sensors mounted within the case to send information to process control computers and controllers. These sensors are intrinsically safe, allowing their use in flammable or explosive environments. The whole process control issue has grown in recent years as a result of the need to prevent accidental releases of the process media, many of which are harmful to the environment. As environmental concerns grow, this interface will be in demand and the mechanical gauge may fall out of favor. However, the mechanical gauge does not require the electrical power source or the computer equipment needed by the electronic sensor. That makes the gauge cost effective for most general uses, and it is in this area that industry expects to continue to thrive.
Where To Learn More
Books
Kardos, Geza, ed. Bourdon Tubes and Bourdon Tube Gauges: An Annotated Bibliography. Books on Demand, 1989.
Pressure Gauge Handbook. M. Dekker, 1985.
Periodicals
Arslanian, Russ. "How to Select a Pressure Calibration Device." InTech. June, 1989, pp. 84-85.
Garrett, D. Dewayne and M. C. Banta. "A Suggested Improvement for the Fabrication of Low-Cost Manometers." Journal of Chemical Education. June, 1990, p. 523.
Jimenez-Dominguez, H., F. Figueroa-Lara, and S. Galindo. "Bourdon Gauge Absolute Manometer." Review of Scientific Instruments. March, 1986, p. 499.
— Douglas E. Betts
Read more: How pressure gauge is made - material, manufacture, making, used, processing, parts, components, dimensions, industry, machine, Design, Raw Materials http://www.madehow.com/Volume-1/Pressure-Gauge.html#ixzz0tDP6zTVu
Mirror


Mirror
Background:
From the earliest recorded history, humans have been fascinated by reflections. Narcissus was supposedly bewitched by his own reflection in a pool of water, and magic powers are ascribed to mirrors in fairy tales. Mirrors have advanced from reflective pools and polished metal surfaces to clear glass handheld and bathroom mirrors. They have been used in interior decoration since the 17th century, and reflective surfaces on cars and in hotel lobbies are still popular in modern design. Mirrors are used for practical purposes as well: examining our appearance, examining what is behind us on the road, building skyscrapers, and making scientific research instruments, such as microscopes and lasers.
The nature of modernn mirrors is not fundamentally different from a pool of water. When light strikes any surface, some of it will be reflected. Mirrors are simply smooth surfaces with shiny, dark backgrounds that reflect very well. Water reflects well, glass reflects poorly, and polished metal reflects extremely well. The degree of reflectivity—how much light bounces off of a surface—and the diffusivity of a surface—what direction light bounces off of a surface—may be altered. These alterations are merely refinements, however. In general, all reflective surfaces, and hence, all mirrors, are really the same in character.
Man-made mirrors have been in existence since ancient times. The first mirrors were often sheets of polished metal and were used almost exclusively by the ruling classes. Appearance often reflected, and in some cases determined, position and power in society, so the demand for looking glasses was high, as was the demand for the improvement of mirror-making techniques. Silvering—the process of coating the back of a glass sheet with melted silver—became the most popular method for making mirrors in the 1600s. The glass used in these early mirrors was often warped, creating a ripple in the image. In some severe cases, the images these mirrors reflected were similar to those we'd see in a fun-house mirror today. Modern glassmaking and metallurgical techniques make it easy to produce sheets of glass that are very flat and uniformly coated on the back, improving image clarity tremendously. Still, the quality of a mirror depends on the time and materials expended to make it. A handheld purse mirror may reflect a distorted image, while a good bathroom mirror will probably have no noticeable distortions. Scientific mirrors are designed with virtually no imperfections or distorting qualities whatsoever.
Materials technology drastically affects the quality of a mirror. Light reflects best from surfaces that are non-diffusive, that is, smooth and opaque, rather than transparent. Any flaw in this arrangement will detract from the effectiveness of the mirror. Innovations in mirror making have been directed towards flattening the glass used and applying metal coatings of uniform thickness, because light traveling through different thicknesses of glass over different parts of a mirror results in a distorted image. It is due to these irregularities that some mirrors make you look thinner and some fatter than normal. If the metal backing on a mirror is scratched or thin in spots, the brightness of the reflection will also be uneven. If the coating is very thin, it may be possible to see through the mirror. This is how one-way mirrors are made. Non-opaque coating is layered over the thin, metal backing and only one side of the mirror (the reflecting side) is lit. This allows a viewer on the other side, in a darkened room, to see through.
Raw Materials
Glass, the main component of mirrors, is a poor reflector. It reflects only about 4 percent of the light which strikes it. It does, however, possess the property of uniformity, particularly when polished. This means that the glass contains very few pits after polishing and will form an effective base for a reflective layer of metal. When the metal layer is deposited, the surface is very even, with no bumps or wells. Glass is also considered a good material for mirrors because it can be molded into various shapes for specialty mirrors. Glass sheets are made from silica, which can be mined or refined from sand. Glass made from natural crystals of silica is known as fused quartz. There are also synthetic glasses, which are referred to as synthetic fused silica. The silica, or quartz, is melted to high temperatures, and poured or rolled out into sheets.
A few other types of glass are used for high-quality scientific grade mirrors. These usually contain some other chemical component to strengthen the glass or make it resistant to certain environmental extremes. Pyrex, for example, is a borosilicate glass—a glass composed of silica and boron—that is used when mirrors must withstand high temperatures.
In some cases, a plastic substrate will do as well as a glass one. In particular, mirrors on children's toys are often made this way, so they don't break as easily. Plastic polymers are manufactured from petroleum and other organic chemicals. They can be injection molded into any desired shape, including flat sheets and circles, and can be opaque or transparent as the design requires.
These base materials must be coated to make a mirror. Metallic coatings are the most common. A variety of metals, such as silver, gold, and chrome, are appropriate for this application. Silver was the most popular mirror backing one hundred years ago, leading to the coinage of the term "silvering." Old silver-backed mirrors often have dark lines behind the glass, however, because the material was coated very thinly and unevenly, causing it to flake off, scratch or tarnish. More recently, before 1940, mirror manufacturers used mercury because it spread evenly over the surface of the glass and did not tarnish. This practice was also eventually abandoned, for it posed the problem of sealing in the toxic liquid. Today, aluminum is the most commonly used metallic coating for mirrors.
Scientific grade mirrors are sometimes coated with other materials, like silicon oxides and silicon nitrides, in up to hundreds of layers of, each a 10,000th of an inch thick. These types of coatings, referred to as dielectric coatings, are used both by themselves as reflectors, and as protective finishes on metallic coatings. They are more scratch resistant than metal. Scientific mirrors also use silver coatings, and sometimes gold coatings as well, to reflect light of a particular color of light more or less well.
Design
Surface regularity is probably the most important design characteristic of mirrors. Mirrors for household use must meet roughly the same specifications as window panes and picture frame glass. The glass sheets used must be reasonably flat and durable. The designer need only specify the thickness required; for example, thicker mirrors are more durable, but they are also heavier. Scientific mirrors usually have specially designed surfaces. These surfaces must be uniformly smooth within several lOOOths of an inch, and can be designed with a specific curvature, just like eyeglass lenses. The design principle for these mirrors is the same as that of eyewear: a mirror may be intended to focus light as well as reflect it.
The mirror design will also specify the type of coating to be used. Coating material is chosen based on required durability and reflectivity and, depending on the intended purpose of the mirror, it may be applied on the front or back surface of the mirror. Any subsequent layers of protective coatings must also be specified at this stage. For most common mirrors, the reflective coating will be applied on the back surface of the glass because it is less likely to be harmed there. The back side is then frequently mounted in a
The initial step in mirror manufacture involves cutting and shaping the glass blanks. Cutting is usually done with a saw with diamond dust embedded in the tips. Next, the blanks are put in optical grinding machines, which use abrasive liquid plus a grinding plate to produce a very even, smooth finish on the blanks. The reflective material is then applied in an evaporator, which heats the metal coating until it evaporates onto the surface of the blanks.
plastic or metal frame so as to entirely seal the coating from the air and sharp objects.
For scientific use, the color, or wavelength of light, which the mirror will reflect must be considered. For standard visible light or ultraviolet light mirrors, aluminum coatings are common. If the mirror is to be used with infrared light, a silver or gold coating is best. Dielectric coatings are also good in the infrared range. Ultimately, however, the choice of coating will depend on durability as well as wavelength range, and some reflectivity may be sacrificed for resilience. A dielectric coating, for example, is much more scratch resistant than a metallic coating and, despite the additional cost, these coatings are often added on top of metal to protect it. Coatings on scientific grade mirrors are usually applied on the front surface of the glass, because light which travels through glass will always distort to a small degree. This is undesirable in most scientific applications.
The Manufacturing
Process
Cutting and shaping the glass
•1 The first step in manufacturing any mirror is cutting the outline of the glass "blank" to suit the application. If the mirror is for an automobile, for example, the glass will be cut out to fit in the mirror mount on the car. Although some mirror manufacturers cut their own glass, others receive glass that has already been cut into blanks. Regardless of who cuts the glass, very hard, finely pointed blades are used to do the cutting. Diamond scribes or saws—sharp metal points or saws with diamond dust embedded in them—are often used because the diamond will wear down the glass before the glass wears down the diamond. The cutting method used depends entirely on the final shape the mirror will take. In one method, the blades or scribes may be used to cut partway through the glass; pressure can then be used to break the glass along the score line. In another method, a machine uses a diamond saw to cut all the way through the glass by drawing the blade back and forth or up and down multiple times, like an automated bandsaw. Cutting is usually done before the metal coating is applied, because the coating may flake off the glass as a result of the cut. An alternative to cutting the glass to form blanks is to mold the glass in its molten state.
•2 Blanks are then placed in optical grinding machines. These machines consist of large base plates full of depressions that hold the blanks. The blank-filled base is placed against another metal plate with the desired surface shape: flat, convex, or concave. A grinding compound—a gritty liquid—is spread over the glass blanks as they are rubbed or rolled against the curved surface. The action is similar to grinding spices with a mortar and pestle. The grit in the compound gradually wears away the glass surface until it assumes the same shape as the grinding plate. Finer and finer grits are used until the surface is very smooth and even.
Hand grinding techniques exist as well, but they are extremely time-consuming and difficult to control. They are only used in cases where mechanical grinding would be impossible, as is the case with very large or unusually shaped surfaces. A commercial optical grinder can accommodate 50 to 200 blanks, which are all polished simultaneously. This is much more efficient than hand grinding. Even specialty optics can be made mechanically in adjustable equipment.
Applying the reflective material
•3 When the glass surfaces are shaped appropriately and polished to a smooth finish, they are coated with whatever reflective material the designer has chosen. Regardless of the coating material, it is applied in an apparatus called an evaporator. The evaporator is a large vacuum chamber with an upper plate for supporting the blank mirrors, and a lower crucible for melting the coating metal. It is so called because metal is heated in the crucible to the point that it evaporates into the vacuum, depositing a coating on the surface of the glass much like hot breath will steam a cold window. Blanks are centered over holes in the upper plate that allow the metal vapor to reach the surface of the glass. Metals can be heated to several hundreds or thousands of degrees (depending on the boiling point of the metal), before they vaporize. The temperature and timing for this procedure are controlled very precisely to achieve exactly the right thickness of metal. This method of coating creates very uniform and highly reflective surfaces.
•4 The shape of the holes in the upper plate will be transferred to the glass in metal, like paint through a stencil. This effect is often used to intentionally pattern the mirror. Metal stencils, or masks, can be applied to the surface of the glass to create one or more patterns.
•5 Dielectric coatings—either as reflective layers or as protective layers over metal ones—are applied in much the same way, except that gases are used instead of metal chunks. Silicon oxides and silicon nitrides are typically used as dielectric coatings. When these gases combine in extreme heat, they react to form a solid substance. This reaction product forms a coating just like metal does.
•6 Several evaporation steps may be combined to make a multiple-layer coating. Clear dielectric materials may be evaporated on top of metal or other dielectrics to change the reflective or mechanical properties of a surface. Mirrors with silvering on the back of the glass, for instance, often have an opaque dielectric layer applied to improve the reflectivity and keep the metal from scratching. One-way mirrors are the exception to this procedure, in which case great care must be taken not to damage the thin metal coating.
•7 Finally, when the proper coatings have been applied, the finished mirror is mounted in a base or packed carefully in a shock resistant package for shipping.
Quality Control
How good does a mirror have to be? Is it sufficient to have 80 percent of the light bounce off? Does all 80 percent have to bounce in exactly the same direction? The answer is dependent on the application. A purse mirror might only be 80 or 90 percent reflective, and might have some slight irregularity in the thickness of the glass (like ripples on the surface of a pond). The image would be slightly distorted in this case, but the distortion would be barely visible to the naked eye. If, however, a mirror is to be used for a scientific application, for example in a telescope, the shape of the surface and the reflectivity of the coating must be known to a very specific degree, to insure the reflected light goes exactly where the telescope designer wants it, and at the right intensity. The tolerances on the mirror will affect the cost and ease with which it can be manufactured.
Batch mirror uniformity is the first and fore-most job of quality assurance. Mirrors on the edge of a grinding plate or evaporator chamber may not have the same surface or coating as those in the center of the apparatus. If there is a wide range of metal thicknesses or surface flatnesses in a single batch of mirrors, the process must be adjusted to improve uniformity.
Several methods are employed to test the integrity of a mirror. The surface quality is examined first visually for scratches, unevenness, pits, or ripples. This can be done with the unaided eye, with a microscope, or with an infrared photographic process designed to show differences in metal thicknesses.
For more stringent surface control, a profile of the mirror can be measured by running a stylus along the surface. The position of the stylus is recorded as it is dragged across the mirror. This is similar to the way a record player works. Like the record player, the drawback to a mechanical stylus is that it can damage the surface it is detecting. Mirror manufacturers have come to the same solution as the recording industry: use a laser. The laser can be used for non-destructive testing in the same way a compact disc player reads the music from a disc without altering its surface.
In addition to these mechanical tests, mirrors may be exposed to a variety of environmental conditions. Car mirrors, for example, are taken through extremes of cold and heat to
A typical mirror can include a metal reflective layer and one or more dielectric coatings—as protective layers over the metal one. Dielectric coatings are applied in much the same way as metal layers, except that gases such as silicon oxides and silicon nitrides are used instead of metal chunks.
insure that they will withstand weather conditions, while bathroom mirrors are tested for water resistance.
The Future
As glassmaking techniques improve, mirrors find a more elaborate place in art and architecture. Stronger, lighter glasses are more attractive to designers. Some one-way mirror manufacturing techniques allow windows to be manufactured that are mirrored on the outside. This creates a distinctive appearance on a building and also makes the building's air conditioning system more efficient by deflecting heat during the summer. This type of mirror is now commonly seen on office buildings.
Mirrors will also continue to be used in sophisticated optical applications, from microscopes and telescopes to laser-based reading systems such as compact disc players and bar code scanners.
Where To Learn More
Books
Hecht, Eugene. Optics. Addison-Wesley Publishing Co., 1974.
Korsch, Dietrich. Reflective Optics. Academic Press, 1991.
Londono, ed. Recent Trends in Optical Systems Design: Computer Lens Design. SPIE-International Society for Optical Engineering, 1987.
Periodicals
Derra, Skip. "Spin Casting Method Makes the Grade for Telescopic Mirrors." Research & Development. August, 1989, p. 24.
Folger, Tim and Roger Ressmeyer. "The Big Eye." Discover. November, 1991, p. 40.
Hogan, Brian J. "Astronomy Gets a Sharper Vision." Design News. August 26, 1991, p. 110.
"Custom Optics." Laser Focus World. December, 1992.
Nash, J. Madeline. "Shoot for the Stars." Time. April 27, 1992, p. 56.
Walker, Jearl. "Wonders with the Retroreflector, a Mirror That Removes Distortion from a Light Beam." Scientific American. April, 1986, p. 118.
— Leslie G. Melcer
Read more: How mirror is made - material, manufacture, making, history, used, parts, procedure, steps, product, industry, machine, Raw Materials, Design, The Manufacturing Process of mirror http://www.madehow.com/Volume-1/Mirror.html#ixzz0tDOSKnzx
Helicopter


Helicopter
Background:
Helicopters are classified as rotary wing aircraft, and their rotary wing is commonly referred to as the main rotor or simply the rotor. Unlike the more common fixed wing aircraft such as a sport biplane or an airliner, the helicopter is capable of direct vertical take-off and landing; it can also hover in a fixed position. These features render it ideal for use where space is limited or where the ability to hover over a precise area is necessary. Currently, helicopters are used to dust crops, apply pesticide, access remote areas for environmental work, deliver supplies to workers on remote maritime oil rigs, take photographs, film movies, rescue people trapped in inaccessible spots, transport accident victims, and put out fires. Moreover, they have numerous intelligence and military applications.
Numerous individuals have contributed to the conception and development of the helicopter. The idea appears to have been bionic in origin, meaning that it derived from an attempt to adapt a natural phenomena—in this case, the whirling, bifurcated fruit of the maple tree—to a mechanical design. Early efforts to imitate maple pods produced the whirligig, a children's toy popular in China as well as in medieval Europe. During the fifteenth century, Leonardo da Vinci, the renowned Italian painter, sculptor, architect, and engineer, sketched a flying machine that may have been based on the whirligig. The next surviving sketch of a helicopter dates from the early nineteenth century, when British scientist Sir George Cayley drew a twin-rotor aircraft in his notebook. During the early twentieth century, Frenchman Paul Cornu managed to lift himself off the ground for a few seconds in an early helicopter. However, Cornu was constrained by the same problems that would continue to plague all early designers for several decades: no one had yet devised an engine that could generate enough vertical thrust to lift both the helicopter and any significant load (including passengers) off the ground.
Igor Sikorsky, a Russian engineer, built his first helicopter in 1909. When neither this prototype nor its 1910 successor succeeded, Sikorsky decided that he could not build a helicopter without more sophisticated materials and money, so he transferred his attention to aircraft. During World War I, Hungarian engineer Theodore von Karman constructed a helicopter that, when tethered, was able to hover for extended periods. Several years later, Spaniard Juan de la Cierva developed a machine he called an autogiro in response to the tendency of conventional airplanes to lose engine power and crash while landing. If he could design an aircraft in which lift and thrust (forward speed) were separate functions, Cierva speculated, he could circumvent this problem. The autogiro he subsequently invented incorporated features of both the helicopter and the airplane, although it resembled the latter more. The autogiro had a rotor that functioned something like a windmill. Once set in motion by taxiing on the ground, the rotor could generate supplemental lift; however, the autogiro was powered primarily by a conventional airplane engine. To avoid landing problems, the engine could be disconnected and the autogiro brought gently to rest by the rotor, which would gradually cease spinning as the machine reached the ground. Popular during the 1920s and 1930s, autogiros ceased to be produced after the refinement of the conventional helicopter.
The helicopter was eventually perfected by Igor Sikorsky. Advances in aerodynamic theory and building materials had been made since Sikorsky's initial endeavor, and, in 1939, he lifted off the ground in his first operational helicopter. Two years later, an improved design enabled him to remain aloft for an hour and a half, setting a world record for sustained helicopter flight.
The helicopter was put to military use almost immediately after its introduction. While it was not utilized extensively during World War II, the jungle terrain of both Korea and Vietnam prompted the helicopter's widespread use during both of those wars, and technological refinements made it a valuable tool during the Persian Gulf War as well. In recent years, however, private industry has probably accounted for the greatest increase in helicopter use, as many companies have begun to transport their executives via helicopter. In addition, helicopter shuttle services have proliferated, particularly along the urban corridor of the American Northeast. Still, among civilians the helicopter remains best known for its medical, rescue, and relief uses.
Design
A helicopter's power comes from either a piston engine or a gas turbine (recently, the latter has predominated), which moves the rotor shaft, causing the rotor to turn. While a standard plane generates thrust by pushing air behind its wing as it moves forward, the helicopter's rotor achieves lift by pushing the air beneath it downward as it spins. Lift is proportional to the change in the air's momentum (its mass times its velocity): the greater the momentum, the greater the lift.
Helicopter rotor systems consist of between two and six blades attached to a central hub. Usually long and narrow, the blades turn relatively slowly, because this minimizes the amount of power necessary to achieve and maintain lift, and also because it makes controlling the vehicle easier. While light-weight, general-purpose helicopters often have a two-bladed main rotor, heavier craft may use a four-blade design or two separate main rotors to accommodate heavy loads.
To steer a helicopter, the pilot must adjust the pitch of the blades, which can be set three ways. In the collective system, the pitch of all the blades attached to the rotor is identical; in the cyclic system, the pitch of each blade is designed to fluctuate as the rotor revolves, and the third system uses a combination of the first two. To move the helicopter in any direction, the pilot moves the lever that adjusts collective pitch and/or the stick that adjusts cyclic pitch; it may also be necessary to increase or reduce speed.
Unlike airplanes, which are designed to minimize bulk and protuberances that would weigh the craft down and impede airflow around it, helicopters have unavoidably high drag. Thus, designers have not utilized the sort of retractable landing gear familiar to people who have watched planes taking off or landing—the aerodynamic gains of such a system would be proportionally insignificant for a helicopter. In general, helicopter landing gear is much simpler than that of airplanes. Whereas the latter require long runways on which to reduce forward velocity, helicopters have to reduce only vertical lift, which they can do by hovering prior to landing. Thus, they don't even require shock absorbers: their landing gear usually comprises only wheels or skids, or both.
One problem associated with helicopter rotor blades occurs because airflow along the length of each blade differs widely. This means that lift and drag fluctuate for each blade throughout the rotational cycle, thereby exerting an unsteadying influence upon the helicopter. A related problem occurs because, as the helicopter moves forward, the lift beneath the blades that enter the airstream first is high, but that beneath the blades on the opposite side of the rotor is low. The net effect of these problems is to destabilize the helicopter. Typically, the means of compensating for these unpredictable variations in lift and drag is to manufacture flexible blades connected to the rotor by a hinge. This design allows each blade to shift up or down, adjusting to changes in lift and drag.
Torque, another problem associated with the physics of a rotating wing, causes the helicopter fuselage (cabin) to rotate in the opposite direction from the rotor, especially when the helicopter is moving at low speeds or hovering. To offset this reaction, many helicopters use a tail rotor, an exposed blade or ducted fan mounted on the end of the tail boom typically seen on these craft. Another means of counteracting torque entails installing two rotors, attached to the same engine but rotating in opposite directions, while a third, more space-efficient design features twin rotors that are enmeshed, something like an egg beater. Additional alternatives have been researched, and at least one NOTAR (no tail rotor) design has been introduced.
Raw Materials
The airframe, or fundamental structure, of a helicopter can be made of either metal or organic composite materials, or some combination of the two. Higher performance requirements will incline the designer to favor composites with higher strength-to-weight ratio, often epoxy (a resin) reinforced with glass, aramid (a strong, flexible nylon fiber), or carbon fiber. Typically, a composite component consists of many layers of fiber-impregnated resins, bonded to form a smooth panel. Tubular and sheet metal substructures are usually made of aluminum, though stainless steel or titanium are sometimes used in areas subject to higher stress or heat. To facilitate bending during the manufacturing process, the structural tubing is often filled with molten sodium silicate. A helicopter's rotary wing blades are usually made of fiber-reinforced resin, which may be adhesively bonded with an external sheet metal layer to protect edges. The helicopter's windscreen and windows are formed of polycarbonate sheeting.
The Manufacturing
Process
Igor Sikorsky pilots his craft, the VS-300, close to the ground in this 1943 demonstration.
In 1939, a Russian emigre to the United States tested what was to become a prominent prototype for later helicopters. Already a prosperous aircraft manufacturer in his native land, Igor Sikorsky fled the 1917 revolution, drawn to the United States by stories of Thomas Edison and Henry Ford.
Sikorsky soon became a successful aircraft manufacturer in his adopted homeland. But his dream was vertical take-off, rotary wing flight. He experimented for more than twenty years and finally, in 1939, flew his first flight in a craft dubbed the VS 300. Tethered to the ground with long ropes, his craft flew no higher than 50 feet off the ground on its first several flights. Even then, there were problems: the craft flew up, down, and sideways, but not forward. However, helicopter technology developed so rapidly that some were actually put into use by U.S. troops during World War II.
The helicopter contributed directly to at least one revolutionary production technology. As helicopters grew larger and more powerful, the precision calculations needed for engineering the blades, which had exacting requirements, increased exponentially. In 1947, John C. Parsons of Traverse City, Michigan, began looking for ways to speed the engineering of blades produced by his company. Parsons contacted the International Business Machine Corp. and asked to try one of their new main frame office computers. By 1951, Parsons was experimenting with having the computer's calculations actually guide the machine tool. His ideas were ultimately developed into the computer-numerical-control (CNC) machine tool industry that has revolutionized modern production methods.
William S. Pretzer
Airframe: Preparing the tubing
•1 Each individual tubular part is cut by a tube cutting machine that can be quickly set to produce different, precise lengths and specified batch quantities. Tubing requiring angular bends is shaped to the proper angle in a bending machine that utilizes interchangeable tools for different diameters and sizes. For other than minor bends, tubes are filled with molten sodium silicate that hardens and eliminates kinking by causing the tube to bend as a solid bar. The so-called water glass is then removed by placing thebent tube in boiling water, which melts the inner material. Tubing that must be curved to match fuselage contours is fitted over a stretch forming machine, which stretches the metal to a precisely contoured shape. Next, the tubular details are delivered to the machine shop where they are held in clamps so that their ends can be machined to the required angle and shape. The tubes are then deburred (a process in which any ridges or fins that remain after preliminary machining are ground off) and inspected for cracks.
•2 Gussets (reinforcing plates or brackets) and other reinforcing details of metal are machined from plate, angle, or extruded profile stock by routing, shearing, blanking, or sawing. Some critical or complex details may be forged or investment cast. The latter process entails injecting wax or an alloy with a low melting point into a mold or die. When the template has been formed, it is dipped in molten metal as many times as necessary to achieve the thickness desired. When the part has dried, it is heated so that the wax or alloy will melt and can be poured out. Heated to a higher temperature to purify it and placed in a mold box where it is supported by sand, the mold is then ready to shape molten metal into reinforcement parts. After removal and cooling, these parts are then finish-machined by standard methods before being deburred once again.
•3 The tubes are chemically cleaned, fitted into a subassembly fixture, and MIG (metal-arc inert gas) welded. In this process, a small electrode wire is fed through a welding torch, and an inert, shielding gas (usually argon or helium) is passed through a nozzle around it; the tubes are joined by the melting of the wire. After welding, the subassembly is stress relieved—heated to a low temperature so that the metal can recover any elasticity it has lost during the shaping process. Finally, the welds are inspected for flaws.
Forming sheet metal details
•4 Sheet metal, which makes up other parts of the airframe, is first cut into blanks (pieces cut to predetermined size in preparation for subsequent work) by abrasive water-jet, blanking dies, or routing. Aluminum blanks are heat-treated to anneal them (give them a uniform, strain-free structure that will increase their malleability). The blanks are then refrigerated until they are placed in dies where they will be pressed into the proper shape. After forming, the sheet metal details are aged to full strength and trimmed by routing to final shape and size.
•5 Sheet metal parts are cleaned before being assembled by riveting or adhesive bonding. Aluminum parts and welded subassemblies may be anodized (treated to thicken the protective oxide film on the surface of the aluminum), which increases corrosion resistance. All metal parts are chemically cleaned and primer-painted, and most receive finish paint by spraying with epoxy or other durable coating.
Making the cores of composite components
•6 Cores, the central parts of the composite components, are made of Nomex (a brand of aramid produced by Du Pont) or aluminum "honeycomb," which is cut to size by bandsaw or reciprocating knife. If necessary, the cores then have their edges trimmed and beveled by a machine tool similar to a pizza cutter or meat slicing blade. The material with which each component is built up from its cores (each component may use multiple cores) is called pre-preg ply. The plies are layers of oriented fibers, usually epoxy or polyimide, that have been impregnated with resin. Following written instructions from the designers, workers create highly contoured skin panels by setting individual plies on bond mold tools and sandwiching cores between additional plies as directed.
•7 Completed layups, as the layers of prepreg affixed to the mold are called, are then transported to an autoclave for curing. An autoclave is a machine that laminates plastics by exposing them to pressurized steam, and "curing" is the hardening that occurs as the resin layers "cook" in the autoclave.
•8 Visible trim lines are molded into the panels by scribe lines present in the bond mold tools. Excess material around the edges is then removed by bandsawing. Large panels may be trimmed by an abrasive water-jet manipulated by a robot. After inspection, trimmed panels and other composite details are cleaned and painted by normal spray methods. Surfaces must be well sealed by paint to prevent metal corrosion or water absorption.
Making the fuselage
•9 Canopies or windscreens and passenger compartment windows are generally made of polycarbonate sheet. Front panels
Most of the crucial components in a helicopter are made of metal and are formed using the usual metal-forming processes: shearing, blanking, forging, cutting, routing, and investment casting. The polycarbonate windscreen and windows are made by laying the sheet over a mold, heating it, and forming it with air pressure in a process called 'freeblowing," in which no tool ever touches the part.
subject to bird strike or other impact may be laminated of two sheets for greater thickness. All such parts are made by placing an oversized blank on a fixture, heating it, and then forming it to the required curvature by use of air pressure in a freeblowing process. In this method, no tool surface touches the optical surfaces to cause defects.
Installing the engine, transmission,
and rotors
•10 Modern helicopter engines are turbine rather than piston type and are purchased from an engine supplier. The helicopter manufacturer may purchase or produce the transmission assembly, which transfers power to the rotor assembly. Transmission cases are made of aluminum or magnesium alloy.
•11 As with the above, the main and tail rotor assemblies are machined from specially selected high-strength metals but are produced by typical machine shop methods. The rotor blades themselves are machined from composite layup shapes. Main rotor blades may have a sheet metal layer adhesively bonded to protect the leading edges.
Systems and controls
•12 Wiring harnesses are produced by laying out the required wires on special boards that serve as templates to define the length and path to connectors. Looms, or knitted protective covers, are placed on the wire bundles, and the purchased connectors are soldered in place by hand. Hydraulic tubing is either hand-cut to length and hand-formed by craftsmen, or measured, formned, and cut by tube-bending machines. Ends are flared, and tubes are inspected for dimensional accuracy and to ensure that no cracks are present. Hydraulic pumps and actuators, instrumentation, and electrical devices are typically purchased to specification rather than produced by the helicopter manufacturer.
Final assembly
•13 Finished and inspected detail airframe parts, including sheet metal, tubular, and machined and welded items, are delivered to subassembly jigs (fixtures that clamp parts being assembled). Central parts are located in each jig, and associated details are either bolted in place or, where rivets are to be used, match-drilled using pneumatically powered drills to drill and ream each rivet hole. For aerodynamic smoothness on sheet metal or composite skin panels, holes are countersunk so that the heads of flat-headed screws won't protrude. All holes are deburred and rivets applied. A sealant is often applied in each rivet hole as the rivet is inserted. For some situations, semi-automated machines may be used for moving from one hole location to the next, drilling, reaming, sealing, and installing the rivets under operator control.
•14 After each subassembly is accepted by an inspector, it typically moves to another jig to be further combined with other small subassemblies and details such as brackets. Inspected "top level" subassemblies are then delivered to final assembly jigs, where the overall helicopter structure is integrated.
Upon completion of the structure, the propulsion components are added, and wiring and hydraulics are installed and tested. Canopy, windows, doors, instruments, and interior elements are then added to complete the vehicle. Finish-painting and trimming are completed at appropriate points during this process.
•15 After all systems are inspected in final form, along with physical assemblies and appearance aspects, the complete documentation of materials, processes, inspection, and rework effort for each vehicle is checked and filed for reference. The helicopter propulsion system is tested, and the aircraft is flight-tested.
Quality Control
Once tubular components have been formed, they are inspected for cracks. To find defects, workers treat the tubes with a fluorescent liquid penetrant that seeps into cracks and other surface flaws. After wiping off the excess fluid, they dust the coated tube with a fine powder that interacts with the penetrant to render defects visible. After the tubular components have been welded, they are inspected using X-ray and/or fluorescent penetrant methods to discover flaws. Upon completion, the contours of sheet metal details are checked against form templates and hand-worked as required to fit. After they have been autoclaved and trimmed, composite panels are ultrasonically inspected to identify any possible breaks in laminations or gas-filled voids that could lead to structural failure. Prior to installation, both the engine and the transmission subassemblies are carefully inspected, and special test equipment, custom-designed for each application, is used to examine the wiring systems. All of the other components are also tested before assembly, and the completed aircraft is flight-tested in addition to receiving an overall inspection.
The Future
Manufacturing processes and techniques will continue to change in response to the need to reduce costs and the introduction of new materials. Automation may further improve quality (and lower labor costs). Computers will become more important in improving designs, implementing design changes, and reducing the amount of paperwork created, used, and stored for each helicopter built. Furthermore, the use of robots to wind filament, wrap tape, and place fiber will permit fuselage structures to be made of fewer, more integrated pieces. In terms of materials, advanced, high-strength thermoplastic resins promise greater impact resistance and repairability than current thennosets such as epoxy and polyimide. Metallic composites such as aluminum reinforced with boron fiber, or magnesium reinforced with silicon carbide particles, also promise higher strength-to-weight ratios for critical components such as transmission cases while retaining the heat resistance advantage of metal over organic materials.
Where To Learn More
Books
Basic Helicopter Handbook. IAP Inc., 1988.
Seddon, J. Basic Helicopter Aerodynamics. American Institute of Aeronautics & Astronautics, 1990.
Periodicals
"Rotary-Wing Technology Pursues Fixed-Wing Performance Capabilities." Aviation Week & Space Technology. January 19, 1987, p. 46.
"Advanced Technology Prompts Reevaluation of Helicopter Design." Aviation Week & Space Technology. March 9, 1987, p. 252.
Brown, Stuart F. "Tilt-rotor Aircraft." Popular Science. July, 1987, p. 46.
"Graphite Tools Produce Volume 'Copter Parts." Design News. February 17,1986, p. 30.
"Researchers Work on Noise Reduction in Helicopters." Research & Development. January, 1986, p. 55.
Smith, Bruce A. "Helicoptor Manufacturers Divided on Development of New Aircraft." Aviation Week & Space Technology. February 29, 1988, p. 58.
— Phillip S. Waldrop
Read more: How helicopter is made - material, manufacture, making, used, parts, components, structure, industry, machine, Design, Raw Materials, The Manufacturing Process of helicopter http://www.madehow.com/Volume-1/Helicopter.html#ixzz0tDNYJWcM
Grinding Wheel


Grinding Wheel
Background :
Grinding wheels are made of natural or synthetic abrasive minerals bonded together in a matrix to form a wheel. While such tools may be familiar to those with home workshops, the general public may not be aware of them because most have been developed and used by the manufacturing industry. In this sector, grinding wheels have been important for more than 150 years.
For manufacturers, grinding wheels provide an efficient way to shape and finish metals and other materials. Abrasives are often the only way to create parts with precision dimensions and high-quality surface finishes. Today, grinding wheels appear in nearly every manufacturing company in the United States, where they are used to cut steel and masonry block; to sharpen knives, drill bits, and many other tools; or to clean and prepare surfaces for painting or plating. More specifically, the precision of automobile camshafts and jet engine rotors rests upon the use of grinding wheels. Quality bearings could not be produced without them, and new materials such as ceramic or material composites would be impossible without grinding wheels to shape and finish parts.
Sandstone, an organic abrasive made of quartz grains held together in a natural cement, was probably the earliest abrasive; it was used to smooth and sharpen the flint on axes. By the early nineteenth century, emery (a natural mineral containing iron and corundum) was used to cut and shape metals. However, emery's variable quality and problems with importing it from India prior to its discovery in the United States prompted efforts to find a more reliable abrasive mineral.
By the 1890s, the search had yielded silicon carbide, a synthetic mineral harder than corundum. Eventually, manufacturers figured out how to produce an even better alternative, synthetic corundum or aluminum oxide. In creating this bauxite derivative, they developed an abrasive material more reliable than both natural minerals and silicon carbide. Research into synthetic minerals also led to production of the so-called superabrasives. Foremost in this category are synthetic diamonds and a mineral known as cubic boron nitride (CBN), second in hardness only to the synthetic diamond. Today, development continues, and a seeded-gel aluminum oxide has just been introduced.
Throughout the grinding wheel's history, the bond that holds the abrasive grains together has proven as important as the grains themselves. The success of grinding wheels began in the early 1840s, when bonds containing rubber or clay were introduced, and by the 1870s a bond with a vitrified or glass-like structure was patented. Since then, bonds used in grinding wheels have been continually refined.
Grinding wheels are available in a wide variety of sizes, ranging from less than .25 inch (.63 centimeter) to several feet in diameter. They are also available in numerous shapes: flat disks, cylinders, cups, cones, and wheels with a profile cut into the periphery are just a few. Although many techniques, such as bonding a layer of abrasives to the surface of a metal wheel, are used to make grinding wheels, this discussion is limited to wheels composed of vitrified materials contained in a bonding matrix.
To make a grinding wheel, the ingredients must first be mixed together. Some manufacturers simply mix all materials in a single mixer. Others use separate steps to mix abrasive grains with binder, transfer the wet abrasive to a second mixer containing the powdered bonding materials, and tumble the mixture. Next, the wheel is formed in a molding step: the ingredient mix is poured into the mold and compacted by a hydraulic press.
Raw Materials
Two important components, abrasive grains and bonding materials, make up any grinding wheel. Often, additives are blended to create a wheel with the properties necessary to shape a particular material in the manner desired.
Abrasive grains constitute the central component of any grinding wheel, and the hardness and friability of the grinding materials will significantly affect the behavior of a given wheel. Hardness is measured in terms of a relative scale developed in 1812 by a German mineralogist named Friedrich Mohs. On this scale, extremely soft talc and gypsum represent hardnesses of one and two, and corundum and diamond represent hardness of nine and ten.
Friability refers to how easily a substance can be fractured or pulverized. People who design grinding wheels consider the friability of their abrasives—which can differ with the nature of the materials being ground—very carefully. For example, while diamond is the hardest known material, it is an undesirable steel abrasive because it undergoes a destructive chemical reaction during the cutting process; the same is true of silicon carbide. On the other hand, aluminum oxide cuts irons and steels better than diamond and silicon carbide, but it is less effective for cutting nonmetallic substances.
If selected correctly, an abrasive chosen to shape a particular substance will retain its friability when ground against that substance: because the grinding will cause the abrasive to continue fracturing along clean, sharp lines, it will maintain a sharp edge throughout the grinding process. This gives the grinding wheel the unique characteristic of being a tool that sharpens itself during use.
Although bonded abrasives began as tools made from natural minerals, modern products are made almost exclusively with synthetic materials. A bonding material holds the abrasive grits in place and allows open space between them. Manufacturers of grinding wheels assign a hardness to the wheel, which should not be confused with the hardness of the abrasive grain. Bonds that allow abrasives grains to fracture easily are classified as soil bonds. Bonds that restrict the fracturing of the grains and allow a wheel to withstand large forces are classified as hard bonds. Generally, soil wheels cut easily, produce poor surface finishes, and have a short useful life. On the other hand, harder wheels last longer and produce finer surface finishes, but cut less well and produce more heat during grinding.
The bonding matrix in which the abrasive grains are fixed may include a variety of organic materials such as rubber, shellac or resin; inorganic materials such as clay are also used. Inorganic bonds with glass-like or vitreous structures are used on the tool-sharpening wheels for the home workshop grinder, while resin bonds are used in masonry or steel-cutting wheels. Generally, vitrified bonds are used with medium to fine grain sizes in wheels needed for precision work. Resin bonds are used generally with coarse grains and for heavy metal removal operations such as foundry work.
In addition to their abrasive and bonding materials, grinding wheels often contain additional ingredients that produce pores within the wheel or assist chemically when a particular abrasive is used to grind a special material. One important aspect of a grinding wheel that can be created or altered through additives is porosity, which also contributes to the cutting characteristics of the grinding wheel. Porosity refers to the open spaces within the bond that allow room for small chips of metal and abrasive generated during the grinding process. Porosity also provides pathways that carry fluids used to control heat and improve the cutting characteristics of the abrasive grains. Without adequate porosity and spacing between abrasive grains, the wheel can become loaded with chips and cease to cut properly.
A variety of products are used as additives to create proper porosity and spacing. In the past, sawdust, crushed nut shells, and coke were used, but today materials that vaporize during the firing step of manufacturing (for example, napthaline-wax) are preferred. Some grinding wheels receive additional materials that serve as aids to grinding. These include sulfur and chlorine compounds that inhibit microscopic welding of metal particles and generally improve metal-cutting properties.
The Manufacturing
Process
Most grinding wheels are manufactured by the cold-press method, in which a mixture of components is pressed into shape at room temperature. The details of processes vary considerably depending upon the type of wheel and the practices of individual companies. For mass production of small wheels, many portions of the process are automated.
Mixing the ingredients
•1 Preparing the grinding wheel mixture begins with selecting precise quantities of abrasives, bond materials, and additives according to a specific formula. A binder, typically a water-based wetting agent in the case of vitrified wheels, is added to coat the abrasive grains; this coating improves the grains' adhesion to the binder. The binder also helps the grinding wheel retain its shape until the bond is solidified. Some manufacturers simply mix all materials in a single mixer. Others use separate steps to mix abrasive grains with binder.
Wheel manufacturers often spend considerable effort to develop a satisfactory mixture. The blend must be free-flowing and distribute grain evenly throughout the structure of the grinding wheel to assure uniform cutting action and minimal vibration as the wheel rotates during use. This is particularly important for large wheels, which may be as big as several feet in diameter, or for wheels that have a shape other than the familiar flat disk.
Molding
•2 For the most common type of wheel, an annular disc, a predetermined amount of grinding wheel mixture is poured into a mold consisting of four pieces: a circular pin the size of the finished wheel's arbor hole (its center hole); a shell with a 1-inch (2.5-centimeter) wall, about twice as high as the desired grinding wheel is thick; and two flat,
After molding and final shaping, the wheel is fired in an oven or furnace. Firing melts the binder around the abrasives and converts it to a form that will resist the heat and solvents encountered during grinding. Finishing steps that follow firing may include reaming the arbor (center) hole to the proper size, correcting the thickness of the wheel sides, balancing the wheel, and adding labels.
circular plates with diameter and arbor hole sizes equal to those of the wheel. A variety of methods are used to distribute the mixture evenly. Typically, a straight edge pivots about the center arbor pin to spread the mixture throughout the mold.
•3 Using pressures in the range of 100 to 5000 pounds per square inch (psi) for 10 to 30 seconds, a hydraulic press then compacts the mixture into the grinding wheel's final shape. Some manufacturers use gage blocks between the two face plates to limit their movement and establish uniform thickness. Others control wheel thickness by closely monitoring the consistency of the mix and the force of the press.
•4 After the mold has been removed from the press and the wheel stripped from the mold, the wheel is placed on a flat, heatproof carrier. Final shaping of the wheel may take place at this time. All work at this stage has to be done very carefully because the wheel is held together by only the temporary binder. Lighter wheels can be lifted by hand at this stage; heavier ones may be lifted with a hoist or carefully slid on a carrier to be transported to the kiln.
Firing
•5 Generally, the purposes of the firing are to melt the binder around the abrasives and to convert it to a form that will resist the heat and solvents encountered during grinding. A wide range of furnaces and kilns are used to fire grinding wheels, and the temperatures vary widely depending upon the type of bond. Wheels with a resin bond are typically fired at a temperature of 300 to 400 degrees Fahrenheit (149 to 204 degrees Celsius), and wheels with vitrified bonds are fired to temperatures between 1700 and 2300 degrees Fahrenheit (927 to 1260 degrees Celsius).
Finishing
•6 After firing, wheels are moved to a finishing area, where arbor holes are reamed or cast to the specified size and the wheel circumference is made concentric with the center. Steps may be necessary to correct thickness or parallelism of wheel sides, or to create special contours on the side or circumference of the wheel. Manufacturers also balance large wheels to reduce the vibration that will be generated when the wheel is spun on a grinding machine. Once wheels have received labels and other markings, they are ready for shipment to the consumer.
Quality Control
There are no clear performance standards for grinding wheels. With the exception of those containing expensive abrasives such as diamonds, grinding wheels are consumable items, and the rates of consumption vary considerably depending on application. However, a number of domestic and global standards are accepted, voluntarily, by manufacturers.
Trade organizations, which represent some manufacturers in the highly competitive U.S. market, have developed standards covering such matters as sizing of abrasive grains, labeling of abrasive products, and the safe use of grinding wheels.
The extent to which grinding wheel quality is checked depends upon the size, cost, and eventual use of the wheels. Typically, wheel manufacturers monitor the quality of incoming raw materials and their production processes to assure product consistency. Special attention is given to wheels larger than six inches in diameter, because they have the potential to harm personnel and equipment if they break during use. Each large vitrified wheel is examined to determine the strength and integrity of the bonding system as well as the uniformity of grain through every wheel. Acoustical tests measure wheel stiffness; hardness tests assure correct hardness of bonds; and spin tests assure adequate strength.
The Future
Changes in manufacturing practices will determine the demand for various types of wheels in the future. For example, the trend in the steel industry towards continuous casting as a way to make steel has greatly reduced that industry's use of some types of grinding wheels. A push for greater productivity by manufacturers is responsible for market projections showing a shift from wheels made of traditional aluminum oxide abrasives to wheels made of newer forms of synthetic abrasives such as the seeded-gel aluminum oxide and cubic boron nitride. Also, the use of advanced materials such as ceramics and composites will increase demands for newer types of grinding wheels. The transition to new abrasive minerals, however, is being impeded by the fact that much manufacturing equipment and many industrial procedures are still unable to make effective use of the newer (and more expensive products). Notwithstanding trends, traditional abrasives are projected to continue serving many uses.
However, competition from several alternative technologies is likely to grow. Advances in cutting tools made of polycrystalline superabrasive materials—fine grain crystalline materials made of diamond or cubic boron nitride—will make such tools a viable option for shaping hard materials. Also, advances in the chemical vapor deposition of diamond films will affect the need for abrasives by lengthening the life of cutting tools and extending their capabilities.
Where To Learn More
Books
Borkowski, J. Uses of Abrasives & Abrasive Tools. Prentice Hall, 1992.
Burkar, W. Grinding & Polishing. State Mutual Book & Periodical Service, 1989.
Hahn, Robert S. Handbook of Modern Grinding Technology. Chapman & Hall, 1986.
Salmon, Stuart C. Modern Grinding Process Technology. McGraw-Hill, 1992.
Periodicals
Murray, Charles J. "Retainer System Eases Wheel and Blade Replacement." Design News. January 18, 1988, p. 104.
— Theodore L. Giese
Read more: How grinding wheel is made - material, history, used, parts, components, dimensions, structure, steps, product, industry, machine, Raw Materials, The Manufacturing Process of grinding wheel http://www.madehow.com/Volume-1/Grinding-Wheel.html#ixzz0tDMHSPse
Golf Cart


Golf Cart
Background:
A golf cart is an electric or gas-powered vehicle used to transport golfers and their equipment around the course during play. Designed to meet golfers' needs, the carts offer a number of specialized safety and comfort features. For example, the fact that they are built low to the ground gives them a low center of gravity, preventing spills when they are driven over uneven terrain. Many electric carts also come with portable battery chargers. Often, the center of the steering wheel (where the horn would be in a normal automobile) features a metal clipboard to which players can attach their score cards. The vehicles can be ordered with ball and cup holders, plastic enclosures to zip up in case of rain, sun canopies, and racks to hold bags, sweaters, and sand trap rakes. AM/FM radios and cassette players can be built into the dashboard, as can ashtrays and cigarette lighters.
A number of country clubs began to develop private courses during the closing decades of the nineteenth century, and the United States Golf Association (USGA) was founded in 1894. However, those American golfers who did not belong to clubs often played the game without designated courses until after World War II, using such sites as open fields, orchards, and cow pastures. The war's end freed up earth-moving equipment for recreational use, and, as many more private and public courses were constructed, record numbers of Americans took up the game. The self-propelled golf cart as we know it today came into use in the early 1950s. In 1953 only a few of the most exclusive golf clubs owned motor driven carts, but by 1959 the little motor-driven carts could be seen just about everywhere. While caddies are still available at private clubs, and costor health-conscious players on public courses often prefer to carry their bags or rent hand-drawn carts, the power-driven cart has superceded both of these options.
Raw Materials
The frames of golf carts are usually made out of steel plates, rods, and tubing. The bodies may be made of sheet aluminum, fiber glass, or sheet steel. Other components, usually plastic or metal, are generally purchased from outside suppliers and assembled to the vehicle. These include components such as tires, which are made out of rubber; seat cushions, which typically consist of foam cushion covered by vinyl; steering mechanisms, made of metal; and motors, brakes, batteries, transaxles, suspensions, drive trains, and electrical cables.
Design
There is no standard design for a golf cart. Many choices must be made before the designer draws the first line. Should the body be made from steel, aluminum, fiber glass, or wood? Should it seat two, four, or six passengers? Is it to have an electric or a gasoline engine? Must the cart have a powerful engine and strong brakes to navigate hills, or a small engine to insure efficient operation? Once the capabilities, materials, and appearance are decided upon, a designer uses an integrated CAD/CAM (Computer Aided Design/Computer Aided Manufacturing) system to draw the cart and all its components on the computer screen. Next, the shop makes a prototype cart that will be used to
The first step in golf cart manufacture is floor and body panel fabrication, which is done by sheet metal shearing or molding, depending on the material used. Next, the chassis or frame is made by cutting, beveling, and arc-welding the tubular pieces.
test the new design. If the design proves successful, the production system is set up and the manufacturing process begins. Generally, once a design proves to be a good seller it will not be changed from year to year. There are few style trends in golf cart design: the vehicle is, after all, largely utilitarian.
The Manufacturing
Process
Fabrication of floor and body panels
•1 The floor and body panels are made of sheet steel, aluminum, or fiber glass. If sheet metal is used the metal is cut to size in a sheet metal shear, a machine that cuts it with giant scissors. It is then fed into a roll forming machine, which shapes the metal by passing it over contoured forming rolls. If fiber glass is the chosen material, the floor and body panels are formed as one piece by inserting layers of resin-coated fiber glass in a mold and allowing them to harden.
Chassis construction and painting
•2 Tubular steel, which resembles square bicycle handlebars, is cut to size and the edges beveled (cut at an angle of less than 90 degrees) to prepare them for welding. The cut, beveled pieces are then placed in a welding fixture, and the chassis, or frame, is arc-welded. In this process, an electric current is fed out of the welding torch through a metal wire that is shielded by a concurrently emitted inert gas (usually argon or helium). As the wire melts, it joins the tubes to form the chassis. Next, the floor is welded in place, and the attaching hardware for the suspension, motor, and body are arc-welded to the frame. At this point, the chassis may need to be straightened to adjust for stresses introduced into the steel tubing during welding. Once it is straight, the chassis and body panels are cleaned and painted with a rust-preventive finish coating.
Transaxle subassembly
•3 Next, the right and left side of the transaxle housing are fitted with bearings, gears, seals, and axle housings. Because of the close fits required for the bearings and gears, these parts must be manually installed with special assembly tools. For example, a special gauge is used to determine the size of the spacer required under the pinion gear. These spacers are used to set preload (pressure between the gear faces) and backlash (spacing between the gear faces). Next, the two mating surfaces of the transaxle housing are coated with an anaerobic sealant, which hardens in the absence of air, and bolted together.
•4 The axle shafts and bearings are then slid into the axle housings and locked in place. The transaxle access plate and gasket are positioned and bolted in place. Auto-adjusting, drum type mechanical brakes are then assembled to each end of the axle housings.
Battery charger assembly (electric-powered carts only)
•5 The rear cover is snapped into the base plate. The transformer, which adjusts the direct current provided by the battery into an alternating current that is easier for the motor to use, is then bolted to the base plate. Next, the electric cable with plug, thermal switch, and DC Ammeter (used to measure the battery's direct current output) are wired in and attached. Finally, the wrap around and face cover are bolted in place.
After the chassis and body panels are constructed, they are cleaned and painted. Next, the transaxle subassembly is bolted to the chassis. If the cart is an electric one, the battery charger assembly is also added at this time. Finally, the steering assembly, motor, braking system, and battery are added, and seat cushions and canopy (if necessary) are added.
Transaxle and chassis assembly
•6 The transaxle subassembly and the welded chassis are placed on a stand that is just the right height to allow the assembly personal to work in a upright position with a minimum of bending. The shock absorbers—oil filled cylinders that cushion the ride by displacing the oil when a bump is hit—are the first components bolted to the chassis, one at each wheel location. Next, the springs are bolted to the chassis, with multiple leaf springs at the front axles and coil springs at the rear. The transaxle and the chassis are joined together by pinning the shock absorbers to the transaxle. Prior to assembly, the coil springs must be compressed using a special fixture. The front axle bar may now be attached to the chassis by bolting the multiple leaf springs to the front axle bar from the chassis. The front axle shafts are then bolted to each end of the front axle bar. To insure smooth movement, the wheel bearings are packed, meaning that grease is forced into the bearing until it comes out the other side. The wheel plate with studs is then installed.
Installing other components
•7 The rack and pinion steering assembly is now bolted to the chassis and attached to the front axle shafts. The steering wheel and steering wheel shaft are then attached to the chassis and rack and pinion steering assembly. Next, the body panels are bolted to the chassis, and then the motor is installed. If the cart is to be electric-powered, a 36-volt direct current electric motor is bolted to the transaxle. If the cart is to be gasoline-powered, an eight-horsepower gasoline engine is bolted to the chassis. The continuously variable (CV) transmission is also bolted to the chassis. Belts are then installed to the drive pulleys of the engine, CV transmission, and transaxle.
•8 The brake pedal is installed. Brake cables are routed and attached to the pedal and rear brakes. The accelerator pedal is installed, and the accelerator cable is attached to the pedal and the engine. Next, the electrical cables are routed and attached to the chassis.
Fixtures
•9 The headlights, stoplights, and on-off key lock are installed and cables connected. Next, the battery rack is bolted in and the batteries installed: six six-volt batteries for the electric drive vehicle, or one twelve-volt battery for the gasoline engine vehicle. A six gallon fuel tank is then installed in the gasoline engine vehicle and a hose routed from the tank to the engine. The batteries are connected and the fuel tank filled.
Final steps
•10 The seat cushions are installed and, if ordered, the canopy top, windshield, and storage baskets are attached. For delivery in North America, there are no packaging requirements. Delivery is normally by truck. After being driven onto the truck, the golf carts have their fuel drained, their batteries disconnected, and their wheels blocked in place. Overseas shipments require that the golf cart be placed on a skid—a heavy wood or steel rack—to discourage shifting in transit.
Quality Control
Quality control starts at the design development stage. Structural and fatigue tests are applied to the major components to assure that they will not break or wear out during normal usage. Once a prototype golf cart has been built, it is run on a mechanized track where it is subjected to shocks and severe vibration. Next, it is driven on a test track for hundreds of miles to test its endurance. Finally, the golf cart is placed in an environmental test chamber that is used to simulate actual weather conditions.
Before manufacturing begins, quality assurance personnel visit suppliers to assure that their procedures will enable them to continue supplying high quality parts. Statistical Process Control (SPC) charts are kept and used to show that the processes are under control. These visits have eliminated the need to inspect parts as they are received at the plant.
After the chassis is welded together, it is placed on a special fixture, where it is measured with gauges to assure that it is not warped and checked to verify that all the parts are located properly. The paint on the body panels is checked for coating thickness using a contact gauge that will not damage the finished surface. The paint is also optically compared with a standard chip to assure that the color is consistent. The transaxles are placed on a test stand, filled with oil, and run to check for leaks and noise level. After they are assembled, electrical cables are attached to Automatic Test Equipment (ATE) to check for shorts, resistance, and continuity. The battery chargers are checked for output and current draw. Additionally, the battery chargers must go through periodic checks to maintain their Underwriters Laboratory (UL) certification. Each gasoline engine is put on a dynamometer and run to check power output, operating temperature, and leakage. Fuel tanks are pressurized and placed under water to check for leaks. Every finished vehicle is tested for acceleration and breaking.
Waste Disposal
The manufacture of golf carts creates four major types of waste products: metal chips and contaminated coolant from the machining operations, cardboard shipping materials, and paint overspray. Although difficult to collect and sort, metal chips can often be sold to recyclers. Contaminated coolant is just the opposite. It is easy to gather and difficult to dispose of. As the coolant is used it is contaminated with tramp oil, lubricant that leaks out of machines. The coolant also supports bacterial growth. Some companies use holding ponds to break down this bacteria in sunlight; they then recycle the coolant once the tramp oil has been filtered out. Most companies, however, just pay to have the oil hauled away by a waste disposal company.
Cardboard shipping materials are taken to the local landfill, where the landfill operator is paid to bury or burn them. Some companies use recyclable containers made of steel or fiber glass to reduce the amount of cardboard waste, but these become a very expensive alternative when the return shipping costs are taken into account. Paint overspray and paint with an expired shelf life are considered toxic in many cases. To dispose of these materials the golf cart manufacturer must often pay many times the original cost of the paint to have it removed.
The Future
One technical innovation that may become available within the next ten years is a battery that charges in minutes and works for many hours. Manufacturers may also begin producing carts with video games built into their dashboards, to help players pass time while waiting at the tee. Similarly, video screens featuring a computer-generated layout of each hole with the location of the balls in play are also being examined.
Where To Learn More
Books
Peper, George. Golf in America: The First One Hundred Years. Harry N. Abrahms, 1988.
Rivele, Richard J. Chilton's Total Car Care. Chilton Book Company, 1992.
Shacket, Sheldon R. The Complete Book of Electric Vehicles. Domus Books, 1979.
Traister, Robert J. All About Electric and Hybrid. TAB Books, 1982.
Periodicals
"Golf Cars." Golf Magazine. March, 1989, p. 212.
"Got Anything in a Beemer?" Los Angeles Magazine. October, 1988, p. 156.
"Luxury on the Links." Time. March 10, 1986, p. 65.
— Jim Wawrzyniak
Read more: How golf cart is made - material, manufacture, used, parts, components, steps, machine, Raw Materials, Design, The Manufacturing Process of golf cart, Quality Control http://www.madehow.com/Volume-1/Golf-Cart.html#ixzz0tDLjnidR
Subscribe to:
Comments (Atom)